Heat treatment in forged components: microstructure, mechanical properties, and structural stability
Forging Creates Structure. Heat Treatment Stabilizes It.
Forging alone does not determine the final performance of a component.
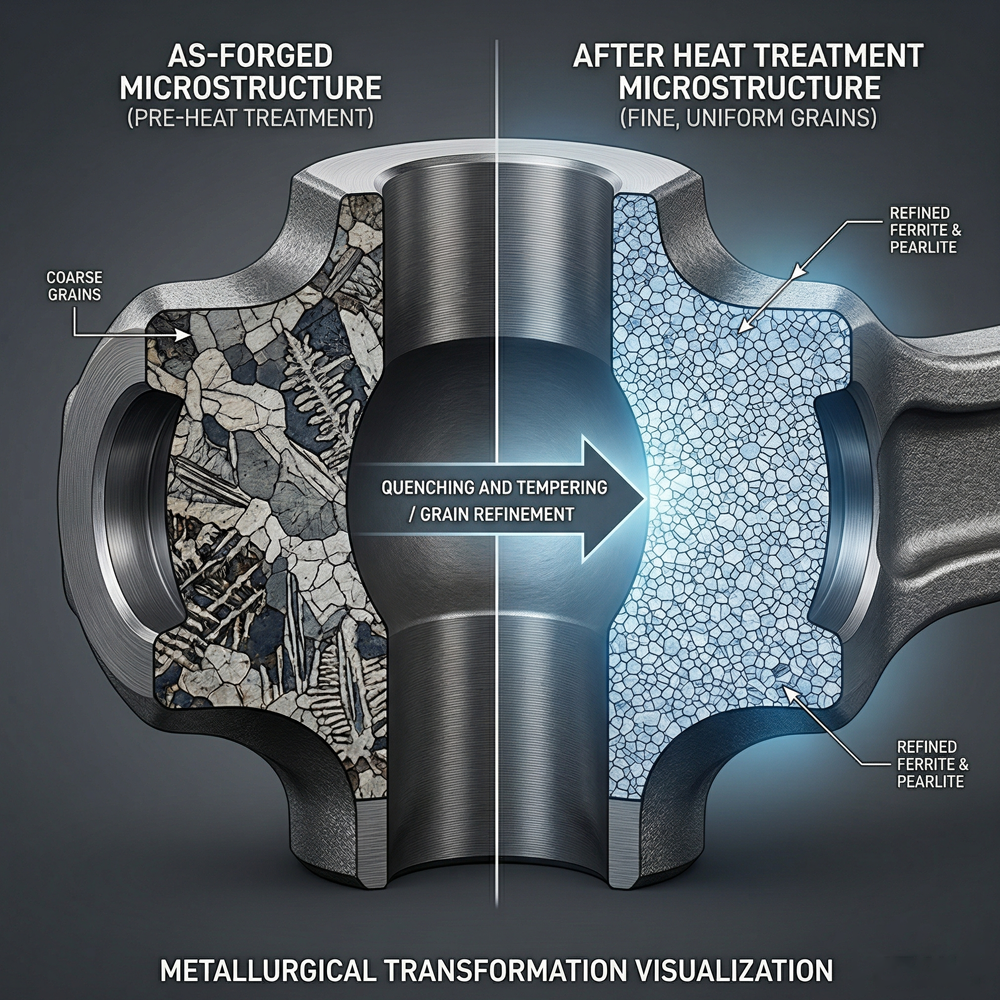
During deformation, the material undergoes grain refinement, fiber alignment, and defect closure. However, the microstructure formed immediately after forging is rarely suitable for service conditions in critical industries.
Heat treatment transforms and stabilizes that microstructure.
It directly controls:
- Strength
- Toughness
- Hardness
- Ductility
- Residual stress distribution
- Dimensional stability
In regulated sectors such as oil & gas, aerospace, defence, nuclear, marine, railway, and energy systems, heat treatment discipline is often as important as forging itself.
Microstructure Control: The Core Objective
The purpose of heat treatment is not simply to “harden” the material.
It is to produce a controlled microstructure aligned with service requirements.
Depending on the material and application, heat treatment may aim to achieve:
- Fine pearlitic structures
- Tempered martensite
- Bainitic structures
- Controlled ferrite-pearlite balance
Microstructure determines how the component behaves under:
- Cyclic stress
- Impact loading
- Elevated temperature
- Corrosive environments
Improper thermal cycles can produce coarse grains, brittle phases, or residual stresses that only become visible under service conditions.
In critical forgings, microstructure uniformity is essential.
The Relationship Between Forging Reduction and Heat Treatment
Reduction ratio during forging refines grain size and closes internal discontinuities. However, if heat treatment is poorly controlled, that metallurgical advantage can be partially lost.
For example:
- Overheating during austenitizing may cause grain coarsening.
- Uneven cooling may introduce internal stress gradients.
- Incorrect tempering may reduce toughness.
Heat treatment must therefore be coordinated with deformation history.
Forging and thermal processing are not independent operations — they are interdependent stages of structural engineering.
Common Heat Treatment Processes in Forged Components
Forged components across industries may undergo processes such as:
- Normalizing
- Quenching and tempering
- Annealing
- Stress relieving
Each serves a different structural purpose.
Normalizing refines grain and improves uniformity.
Quenching and tempering increase strength while controlling brittleness.
Annealing improves machinability and ductility.
Stress relieving reduces residual stress from forging and machining.
The correct process depends on:
- Material grade
- Section thickness
- Final mechanical property requirements
- Service environment
Heat treatment selection must be application-driven, not routine.
Hardness vs Toughness: Achieving Balance
In many heavy industrial applications, there is a temptation to maximize hardness.
However, excessive hardness often reduces impact resistance and increases brittleness.
In sectors such as:
- Defence (impact loading)
- Marine (fatigue + corrosion)
- Railway (cyclic stress)
- Heavy equipment (shock loading)
toughness may be more critical than peak hardness.
Heat treatment planning must balance:
- Strength
- Elongation
- Impact energy absorption
- Surface wear resistance
Mechanical property targets should reflect service reality rather than theoretical maxima.
Heat Treatment and Dimensional Stability
Thermal cycles influence dimensional behavior, especially in large or asymmetrical forgings.
Risks include:
- Warping
- Residual stress distortion
- Differential contraction
- Hardness variation across sections
Section thickness variation complicates cooling rates. Heavy sections retain heat longer, which can alter microstructural transformation.
Integrated forge-to-finish manufacturers often coordinate:
- Rough machining before final heat treatment
- Stress-relief cycles between machining stages
- Final dimensional correction after stabilization
Dimensional stability is a structural requirement in aerospace, energy, and precision-heavy applications.
Documentation and Audit Expectations
In regulated industries, heat treatment is not simply performed — it is documented and auditable.
Records may include:
- Furnace calibration certificates
- Temperature uniformity surveys
- Soaking time logs
- Cooling rate records
- Batch traceability linkage
- Hardness verification reports
Auditors frequently cross-check heat treatment charts against component traceability records.
In nuclear and aerospace sectors, documentation retention may extend across decades.
Thermal processing transparency becomes part of supplier qualification.
Surface Integrity and Heat Treatment Interaction
Surface quality after heat treatment influences fatigue life.
Improper handling can result in:
- Surface decarburization
- Scaling
- Oxidation
- Microcracking
In fatigue-critical components, surface defects act as crack initiation points.
Heat treatment must therefore be controlled not only thermally but also environmentally.
Protective atmospheres, controlled quenching media, and handling protocols contribute to final performance.
Heat Treatment in High-Mix Manufacturing Environments
High-mix, low-volume production introduces additional complexity.
Different components may require:
- Different thermal cycles
- Distinct hardness windows
- Sector-specific property requirements
- Customer-defined certification
Manufacturers structured for high-mix operations must manage multiple heat treatment programs without cross-batch contamination or documentation confusion.
Process segregation and batch control discipline are essential.
Heat Treatment at Vinir Engineering
Vinir Engineering integrates heat treatment planning within its forge-to-finish manufacturing model.
Our approach emphasizes:
- Coordination between reduction ratio and thermal processing
- Controlled microstructure development
- Documented furnace calibration and cycle tracking
- Hardness and mechanical property validation
- Continuous material traceability
- Audit-ready thermal documentation architecture
Serving oil & gas, aerospace, defence, nuclear, marine, railway, energy, and heavy equipment sectors requires heat treatment discipline aligned with both structural and compliance expectations.
If your forged component’s performance depends on controlled hardness, fatigue resistance, or dimensional stability, Vinir’s engineering team can review thermal processing requirements and material specifications.
Connect with Vinir Engineering to discuss your heat treatment and forging requirements.




