Forging reduction ratios explained: why deformation control impacts fatigue life
Why Reduction Ratio Is a Quiet Deal-Breaker in Critical Forgings
Most component failures don’t occur because a forging was dimensionally incorrect.
They occur because the metal was never properly worked. Reduction ratio sits at the intersection of metallurgy, process control, and fatigue performance. While it rarely appears on drawings, it is implicitly audited in defence, aerospace, oil & gas, and nuclear supply chains.
Buyers don’t ask, “What reduction ratio did you use?”
They ask, “Can you prove the material was sufficiently deformed for this application?”
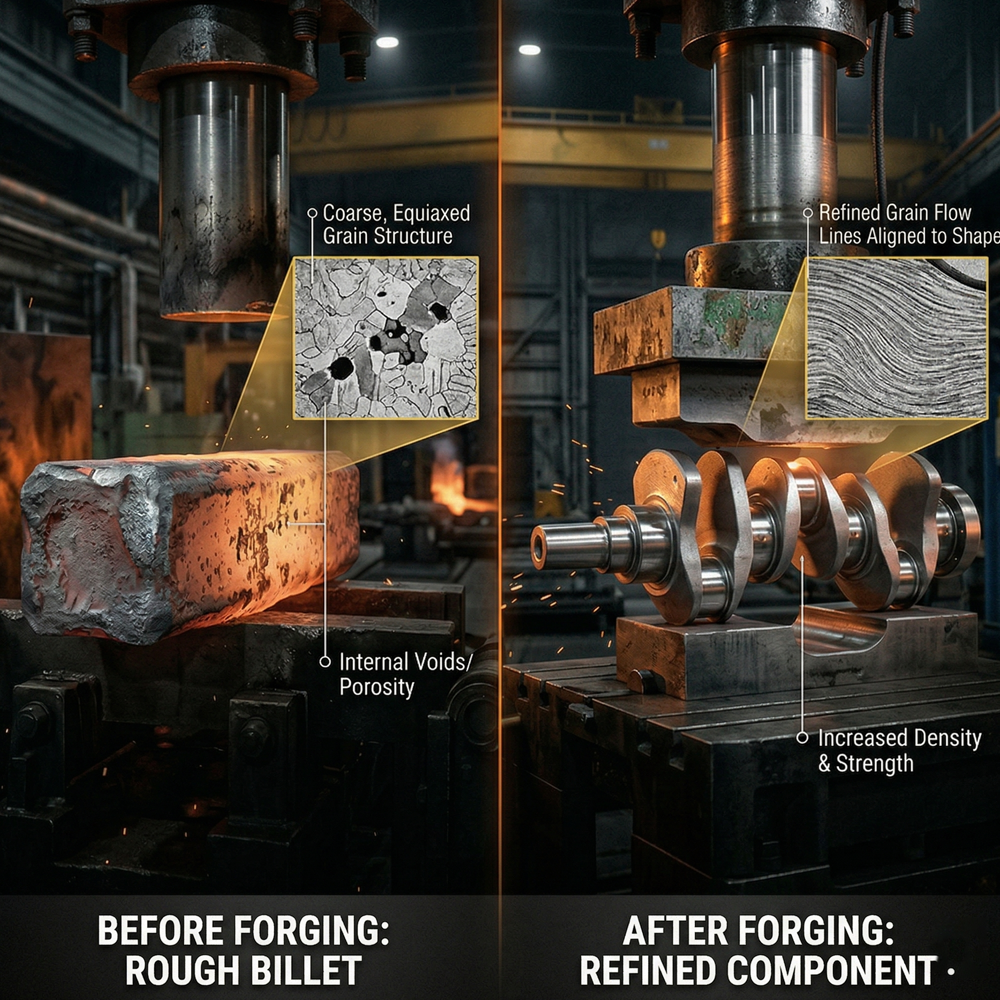
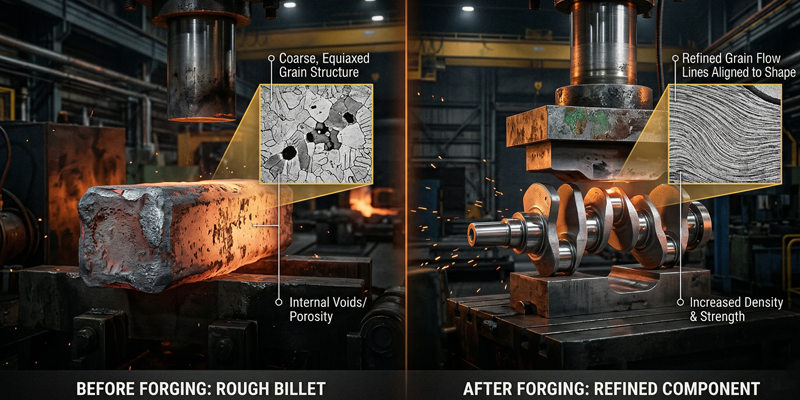
What Is a Forging Reduction Ratio
Reduction ratio describes how much the cross-section of a billet is reduced during forging.
In simple terms:
- Higher reduction = more plastic deformation
- More deformation = better grain refinement and defect closure
Adequate reduction helps:
- Break down cast structure
- Close porosity
- Align grain flow with load paths
Insufficient reduction leaves the forging metallurgically weak, even if it passes dimensional inspection.
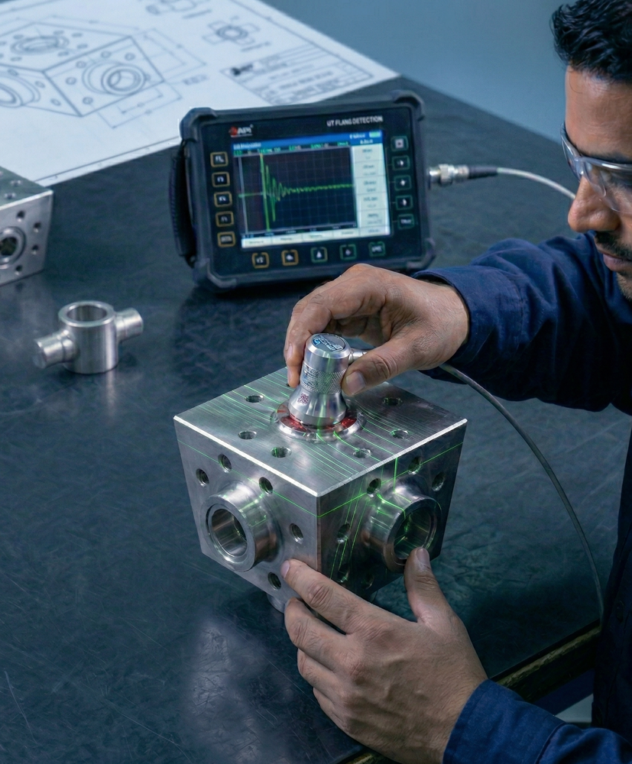
Why Reduction Ratio Directly Affects Fatigue Life
Fatigue failure starts internally.
When deformation is inadequate:
- Grain structure remains coarse
- Inclusions are not broken down
- Internal discontinuities persist
Under cyclic loading, these become crack initiation sites.
This is why rotating equipment, pressure systems, and load-bearing components demand minimum deformation thresholds, even if standards don’t explicitly list numbers.
Why Auditors Care Even When Specs Are Silent
Many industry codes avoid prescribing exact reduction ratios.
Instead, auditors assess:
- Billet size vs final geometry
- Forging sequence and number of heats
- Grain flow orientation
- Mechanical property consistency across batches
If a forging looks “formed” rather than “worked,” it raises immediate questions during audits.
Where Reduction Ratio Commonly Goes Wrong
Reduction issues often arise when:
- Oversized billets are lightly shaped to save time
- Complex geometries limit effective deformation
- Process planning prioritizes yield over metallurgy
- High-mix jobs reuse generic forging routes
These shortcuts may meet delivery targets but they fail qualification scrutiny.
Open Die vs Closed Die vs Ring Rolling: Reduction Behavior Matters
Different forging processes achieve deformation differently.
- Open die forging relies on progressive working and operator control
- Closed die forging concentrates deformation but can hide low internal reduction
- Ring rolling produces continuous circumferential deformation but requires correct preform sizing
Buyers assess whether the chosen process actually delivers the required internal working, not just shape.
Reduction Ratio in High-Mix, Low-Volume Forging
High-mix environments increase risk because:
- Each job has different geometry
- Repeat learning is limited
- Engineering assumptions are reused incorrectly
This is why buyers look for documented deformation logic, not tribal knowledge.
How Vinir Approaches Deformation Control
Vinir treats reduction ratio as an engineering variable, not an afterthought.
Process planning considers:
- Billet selection relative to final geometry
- Controlled forging sequences
- Grain flow intent tied to service loads
- Verification through mechanical testing and inspection
This ensures deformation supports fatigue performance, not just formability.
FAQ
Is higher reduction always better?
No. Excessive deformation can cause grain elongation or surface defects. The goal is controlled reduction.
Do standards specify minimum reduction ratios?
Rarely. Most buyers expect suppliers to justify deformation through process design and testing.
Can machining compensate for low reduction?
No. Machining removes material but does not improve internal grain structure.Is reduction ratio relevant for all materials?
Yes — especially for alloy steels, nickel alloys, titanium, and fatigue-loaded components.