
Open die forging vs closed die forging: which one fits your component?

| Factor | Open Die Forging | Closed Die Forging |
| Best for | Heavy, large, low-volume custom parts | Precision shapes, repeatable geometry |
| Tooling | Lower tooling / flexible | Higher tooling / die-dependent |
| Tolerances | Moderate | Tighter |
| Lead Time | Faster for prototypes / urgent parts | Faster after tooling is ready |
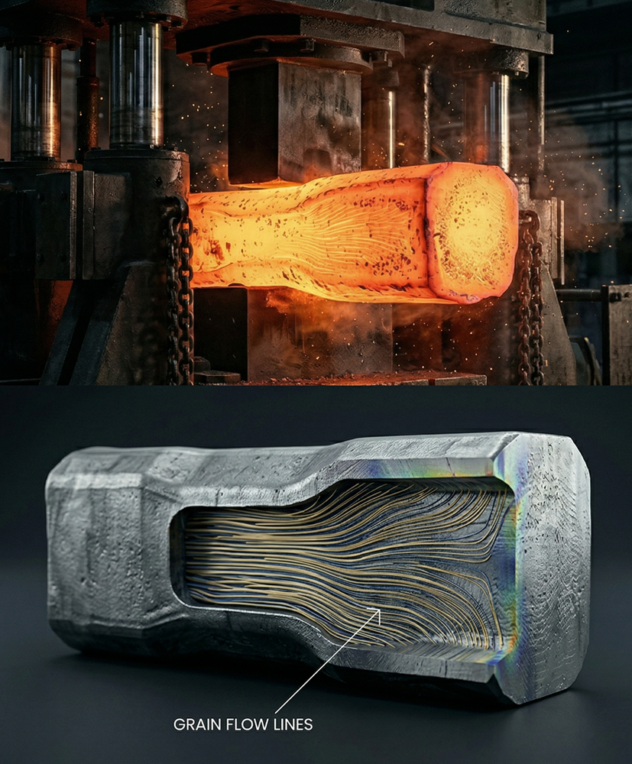
| Grain Flow | Strong but less guided | Strong + highly controlled |
| Typical industries | Nuclear, energy, oil & gas | Aerospace, railways, defence, oil & gas |
What is Open Die Forging?
Explain simply: material is shaped between flat/simple dies, ideal for heavy reductions & custom sizes.
Include:
- Common shapes: shafts, rings, cylinders, blocks
- Why it’s used in critical applications: integrity, reduction ratio, flexibility
- Where it becomes essential: low-volume, heavy-load parts
What is Closed Die Forging?
Explain simply: shaped in dies that form near-final geometry, enabling repeatability and controlled flow.
Include:
- Common shapes: flanges, connectors, bodies, brackets, complex profiles
- Where it wins: tight tolerance, near-net shape, predictable quality
- High consequence benefit: consistent mechanical performance
Which Process Is Right for You?
Use cases
- Choose Open Die if: heavy + custom + short runs + large cross-sections
- Choose Closed Die if: defined geometry + repeatability + tight tolerances
- Hybrid Approach: open die preform → closed die finish for complex parts
What Engineers Forget
Documentation gaps causing rejections in audit-based industries
Grain flow vs load path mismatch
Wrong tolerance expectation
Heat treatment not aligned to forging method



Leave a Reply