Why forged components fail in service – and how to prevent structural failure
Forging Failure Is Rare — But When It Happens, It Is Expensive
Forged components are selected for critical applications because of their superior structural integrity compared to cast or fabricated alternatives. Controlled deformation refines grain structure, improves density, and enhances fatigue resistance.
Yet failures still occur.
When forged components fail in service, the consequences are often severe:
- Pressure system leakage
- Rotational equipment shutdown
- Structural fracture
- Regulatory non-compliance
- Safety risk
In sectors such as oil & gas, aerospace, defence, nuclear, marine, railways, energy, and heavy equipment, failure is rarely attributed to a single visible cause. It is typically the outcome of layered process gaps — metallurgical, thermal, machining, inspection, or operational.
Understanding why forged components fail requires examining the entire manufacturing chain, not just the final fracture.
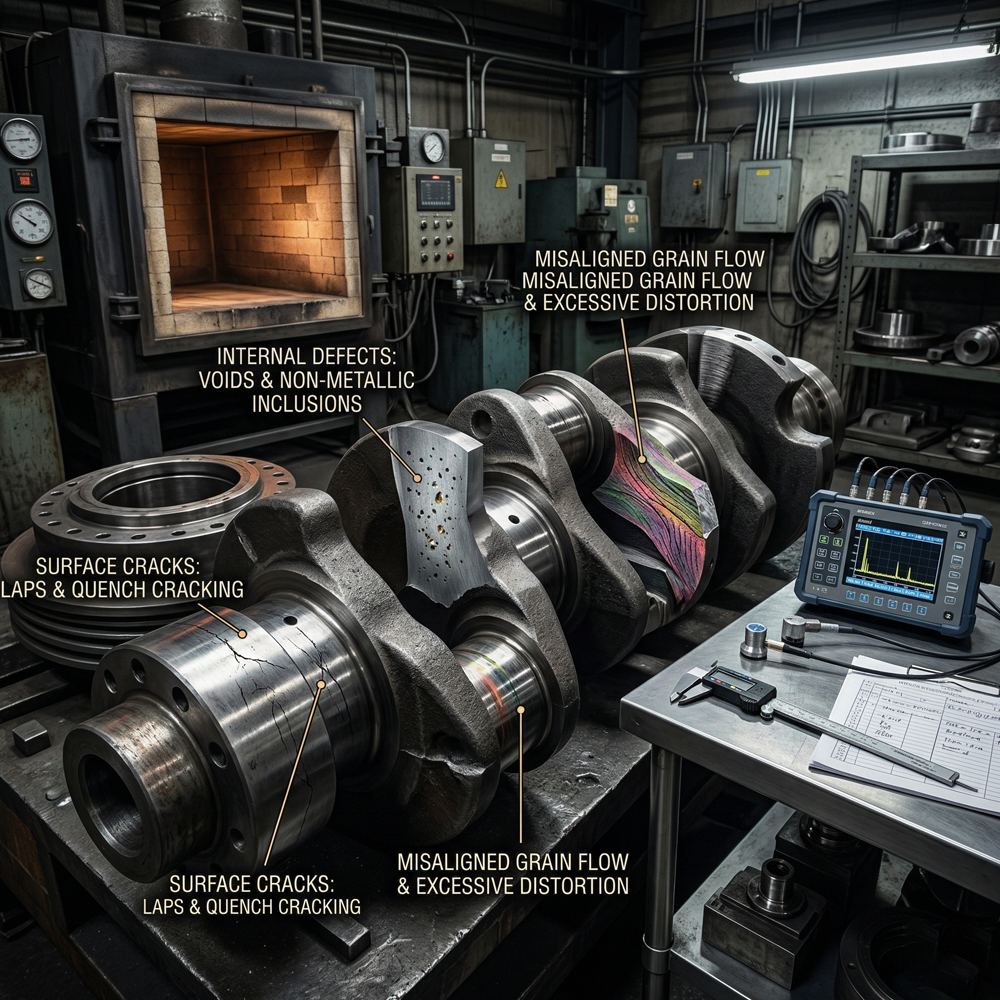
1. Inadequate Reduction Ratio and Internal Defect Persistence
One of the most common structural risks originates during deformation.
If reduction ratio during forging is insufficient, internal discontinuities may not close fully. These may include:
- Micro-voids
- Segregation zones
- Inclusion clusters
- Shrinkage cavities
While the component may pass dimensional inspection, internal heterogeneity can act as crack initiation sites under cyclic loading.
Over time, especially in fatigue-driven environments, these microstructural weaknesses propagate into structural fractures.
Prevention requires:
- Documented reduction ratio planning
- Proper billet size selection
- Controlled deformation sequencing
- Ultrasonic verification of internal soundness
Reduction is not a press-force metric — it is a structural densification process.
2. Improper Grain Flow Orientation
Forging offers a unique structural advantage: grain flow alignment.
However, when die design or preform planning does not align deformation with actual load paths, the component may contain grain discontinuities at stress concentration zones.
Under service conditions, misaligned grain flow can accelerate:
- Fatigue crack initiation
- Torsional failure
- Bending-induced fracture
For example:
- Shafts require longitudinal grain orientation.
- Rings benefit from circumferential fiber alignment.
- Pressure-retaining parts must reinforce hoop stress regions.
Preventing grain-related failure begins at forging design — not after machining.
3. Heat Treatment Errors and Microstructural Instability
Heat treatment directly controls final mechanical properties.
Failures frequently trace back to:
- Overheating and grain coarsening
- Uneven quenching
- Improper tempering cycles
- Residual stress imbalance
- Hardness inconsistency
A component may meet hardness targets but still exhibit reduced toughness due to improper tempering.
In high-temperature or cyclic environments, unstable microstructures degrade over time, leading to creep deformation or brittle fracture.
Prevention requires:
- Calibrated furnace control
- Temperature uniformity validation
- Documented cycle adherence
- Mechanical property testing
- Microstructure verification when required
Thermal discipline stabilizes the structure created during forging.
4. Surface Defects and Fatigue Initiation
Many service failures originate at the surface.
Surface-related causes include:
- Decarburization during heat treatment
- Grinding burns
- Machining marks
- Surface microcracks
- Corrosion pits
In fatigue-driven applications, even minor surface imperfections can act as stress risers.
Under repeated loading, cracks propagate from these regions inward.
Prevention strategies include:
- Controlled atmosphere heat treatment
- Surface inspection and NDT
- Proper machining parameter control
- Surface finishing aligned with fatigue requirements
Surface integrity is often underestimated until failure analysis reveals its significance.
5. Residual Stress and Dimensional Distortion
Residual stresses introduced during forging, heat treatment, or aggressive machining may not be immediately visible.
Over time, residual stress can contribute to:
- Crack formation
- Distortion under load
- Reduced fatigue life
Heavy-section forgings are particularly vulnerable if cooling rates are uneven.
Preventive measures include:
- Stress-relief cycles
- Controlled quenching
- Integrated forging and machining planning
- Dimensional stabilization procedures
Residual stress is a hidden variable — but it directly influences long-term structural behavior.
6. Inadequate Inspection and Undetected Discontinuities
Inspection gaps remain one of the most preventable failure causes.
If ultrasonic testing thresholds are poorly defined, or inspection is rushed, internal reflectors may go undetected.
Similarly, inconsistent surface inspection may overlook shallow cracks.
In regulated industries, structured NDT procedures are mandatory. In non-regulated sectors, inspection rigor sometimes varies — increasing risk.
Prevention depends on:
- Certified NDT personnel
- Documented inspection procedures
- Equipment calibration
- Traceable inspection records
- Clear acceptance criteria
Inspection is not administrative — it is structural assurance.
7. Service Misalignment: Design vs Application Reality
Not all failures originate in manufacturing.
In some cases, forged components are exposed to:
- Loads beyond design assumptions
- Corrosive environments not accounted for
- Temperature ranges outside specification
- Installation-induced stress
However, robust manufacturing discipline reduces vulnerability even under adverse service conditions.
Engineering collaboration between OEM and forging supplier during early design stages reduces this misalignment risk.
Failure Is Rarely a Single-Stage Problem
Service failure is usually cumulative.
For example:
- Slightly insufficient reduction
- Combined with marginal heat treatment variation
- Combined with minor surface defect
- Combined with cyclic overload
Each variable alone may appear acceptable. Together, they create failure conditions.
Structural reliability depends on control across all stages — not isolated excellence.
How to Prevent Forged Component Failure
Prevention requires systemic discipline rather than reactive correction.
Critical prevention pillars include:
- Engineered reduction ratio plannin
- Grain flow alignment with load paths
- Controlled and documented heat treatment
- Surface integrity management
- Residual stress mitigation
- Structured NDT and inspection
- Traceability continuity
- Early-stage engineering collaboration
Manufacturers serving critical industries must embed these controls into routine production rather than apply them selectively.
Structural Reliability at Vinir Engineering
Vinir Engineering operates as a non-automotive, high-mix, forge-to-finish manufacturer structured around structural reliability in critical applications.
Our systems emphasize:
- Documented reduction ratio validation
- Grain flow engineering aligned with geometry
- Integrated heat treatment control
- Surface integrity management
- Certified NDT execution
- Continuous material traceability
- Audit-ready documentation architecture
Serving oil & gas, aerospace, defence, nuclear, marine, railway, energy, and heavy equipment sectors requires systemic control across the entire manufacturing chain.
If your application involves fatigue-critical, pressure-retaining, or high-impact forged components, Vinir’s engineering team can support early technical evaluation and structural risk assessment.
Connect with Vinir Engineering to discuss structural reliability in your forged components.




