Metallurgical control in forging manufacturing: grain flow, reduction ratios, and mechanical integrity

In critical industrial applications, forging is not merely a shaping process. It is a controlled metallurgical transformation.
The structural integrity of forged components depends on how metal is plastically deformed, how grain structure is manipulated, and how internal discontinuities are eliminated during forging.
For industries such as oil & gas, aerospace, defence, nuclear, marine, and heavy equipment manufacturing, metallurgical control is the difference between:
- Passing ultrasonic testing (UT)
- Failing fatigue validation
- Achieving certification approval
- Receiving non-conformance reports
This guide explains how grain flow, reduction ratios, and process control determine mechanical performance and long-term reliability in industrial forgings.
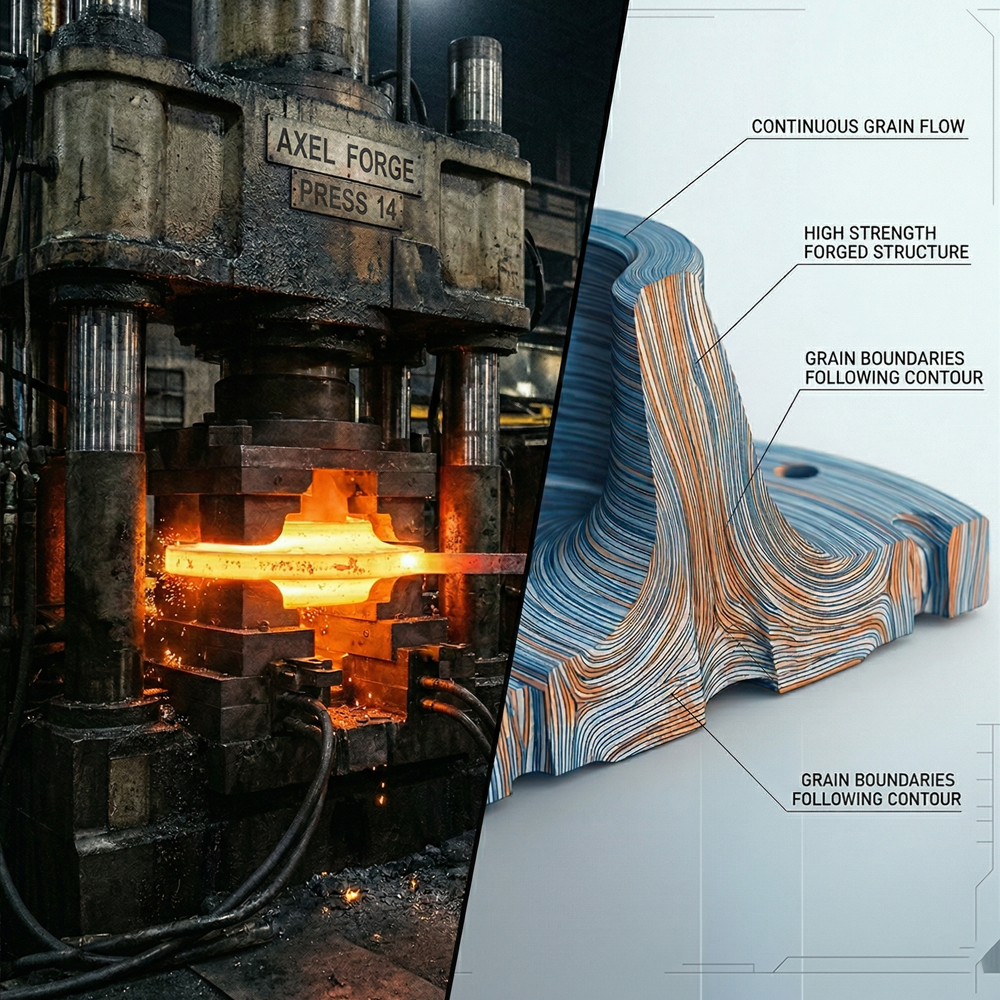
1. Grain Flow in Forged Components
What Is Grain Flow?
When metal is forged under compressive force, its internal grain structure elongates and aligns in the direction of deformation. This directional alignment is known as grain flow.
Unlike cast or machined components (which have random grain orientation), forged parts exhibit continuous fiber-like grain patterns.
Why Grain Flow Matters
Aligned grain flow:
- Improves fatigue resistance
- Increases impact toughness
- Enhances crack propagation resistance
- Improves load-bearing capability
For example:
- In crankshafts → Grain follows the journal contour
- In flanges → Grain flows radially
- In rings → Circumferential grain continuity
Improper grain flow can lead to premature failure under cyclic loading.
2. Forging Reduction Ratio Explained
Definition
Reduction ratio refers to the degree of deformation a material undergoes during forging, usually expressed as:
Initial cross-sectional area ÷ Final cross-sectional area
Higher reduction ratios generally result in:
- Refined grain structure
- Improved mechanical properties
- Enhanced internal soundness
Why OEMs Specify Minimum Reduction Ratios
Critical industries often mandate minimum reduction ratios because:
- It ensures closure of internal porosity
- It improves material homogeneity
- It increases resistance to fatigue cracking
For nuclear and aerospace forgings, insufficient reduction ratio may result in outright rejection during qualification.
3. Internal Soundness and Defect Closure
Forging under compressive stress:
- Eliminates shrinkage cavities
- Reduces micro-voids
- Closes internal porosity
- Improves density
Open die forging is often preferred for very large sections because it allows high reductions and improved internal integrity.
Ultrasonic testing (UT) acceptance often correlates directly with proper deformation control.
4. Microstructure Control Through Deformation
Mechanical properties in forged components are influenced by:
- Deformation temperature
- Strain rate
- Reduction ratio
- Cooling rate
Controlled forging results in:
- Fine grain size
- Uniform phase distribution
- Predictable hardness levels
- Improved tensile strength
Uncontrolled deformation may cause:
- Grain coarsening
- Residual stress
- Inconsistent mechanical performance
5. Fatigue Life and Forging Metallurgy
Fatigue failure typically initiates at:
- Inclusions
- Grain boundary irregularities
- Surface defects
- Improper grain orientation
Forged components with optimized grain flow show:
- Longer crack initiation time
- Slower crack propagation
- Higher endurance limits
This is particularly critical in:
- Rotating aerospace components
- Pressure retaining oil & gas parts
- Defence mobility systems
- Marine propulsion components
6. Temperature Control During Forging
Forging temperature affects:
- Plastic deformation capability
- Grain refinement
- Oxidation levels
- Final microstructure
If temperature drops too low:
- Risk of cracking increases
- Incomplete deformation occurs
If temperature is too high:
- Grain growth may occur
- Surface decarburization risk increases
Controlled heating and forging windows are therefore essential.
7. Heat Treatment as a Metallurgical Continuation
Forging does not end with shaping. Heat treatment refines and stabilizes microstructure.
Typical heat treatment processes include:
- Normalizing
- Quenching and tempering
- Annealing
- Stress relieving
Heat treatment influences:
- Yield strength
- Hardness
- Impact toughness
- Dimensional stability
Auditors often review:
- Furnace calibration
- Soaking time records
- Cooling rate documentation
- Batch traceability
8. Inclusion Control and Material Cleanliness
Material cleanliness directly impacts fatigue resistance.
Inclusion control depends on:
- Raw material quality
- Melt practices
- Supplier control
- Forging reduction
High cleanliness is particularly important in:
- Aerospace forgings
- Nuclear components
- Rotating parts
Improper inclusion control can result in subsurface fatigue failure.
9. Metallurgical Documentation and Audit Verification
Auditors verify:
- Reduction ratio calculations
- Heat treatment cycle charts
- Mill test certificates
- Microstructure reports
- Hardness mapping
- Impact testing results
In critical programs, metallurgical documentation must demonstrate:
- Traceable deformation control
- Controlled process repeatability
- Validated mechanical property consistency
10. Why Metallurgical Control Differentiates Non-Automotive Forging
Automotive forging typically prioritizes:
- High volume
- Cycle time efficiency
- Cost optimization
Non-automotive forging prioritizes:
- Structural reliability
- Qualification compliance
- Documentation depth
- Long lifecycle durability
High-mix, low-volume industrial forgings require deeper metallurgical oversight.
Conclusion
Metallurgical control in forging manufacturing determines:
- Mechanical integrity
- Fatigue resistance
- Inspection acceptance
- Certification compliance
- Long-term component reliability
Grain flow alignment, reduction ratios, deformation temperature, heat treatment, and inclusion control are not secondary variables. They are foundational engineering decisions.
For critical industrial applications, forging must be managed as a metallurgical science — not just a forming operation.
Metallurgical Discipline Is Not Optional in Critical Applications
Grain flow alignment, reduction ratios, inclusion control, and heat treatment stability are not theoretical concepts — they directly determine fatigue life and audit approval.
At Vinir Engineering, metallurgical control is embedded into:
- Controlled deformation planning
- Documented reduction ratio validation
- Heat treatment cycle monitoring
- Inspection-backed mechanical verification
- Full material pedigree traceability
For critical programs in aerospace, oil & gas, defence, and nuclear sectors, structural integrity begins long before inspection.
If your application requires high-reliability forged components with validated metallurgical performance, Vinir’s team can support technical discussions around grain flow, mechanical properties, and compliance alignment.
Connect with Vinir to review your component’s metallurgical requirements.