Choosing the right forging process for critical components: a buyer’s decision framework
Why Process Selection Is a Buyer Risk Decision Not a Manufacturing Choice
In critical industries, forging process selection is not an operational detail, it is a risk decision.
A component can meet:
- Dimensional tolerances
- Mechanical properties
- Delivery timelines
…and still fail in service, audits, or qualification reviews if the wrong forging process was chosen upstream.
This is why experienced buyers and auditors don’t ask: “Can you make this part?”
They ask: “Why did you choose this forging process for this application?”
The Buyer’s First Question: What Makes the Component “Critical”?
Before selecting a forging process, buyers implicitly assess criticality.
A component is considered critical when:
- It carries cyclic or fatigue loads
- Failure leads to safety, environmental, or mission impact
- It operates under pressure, temperature, or vibration
- It is difficult or impossible to replace in service
- It must survive long lifecycle programs (15–30 years)
The higher the consequence of failure, the more conservative and auditable the process choice must be.
Key Factors Buyers Use to Select the Right Forging Process
1. Load Path and Grain Flow Requirements
Grain flow alignment is one of the most decisive, and misunderstood, factors.
Buyers evaluate:
- Direction of primary and secondary loads
- Whether grain flow follows those loads
- Whether the forging process enables controlled flow or compromises it
Processes like ring rolling or well-planned open die forging are often preferred for fatigue-loaded components because grain flow can be aligned intentionally.
If grain flow is incidental rather than engineered, buyers treat it as a latent risk.
2. Geometry Complexity vs Internal Integrity
Near-net shapes are attractive, but they come with trade-offs.
Buyers assess:
- Whether complex geometry limits effective deformation
- Whether internal working is sacrificed for external shape
- How much machining is required post-forging
A forging that “looks right” externally but lacks sufficient internal deformation often fails deeper qualification scrutiny.
3. Section Thickness and Deformation Adequacy
Very thick sections introduce challenges:
- Core deformation may be insufficient
- Heat treatment becomes harder to control
- Inspection sensitivity decreases
Buyers expect suppliers to justify:
- Billet sizing
- Forging sequence
- Number of heats and reductions
Process choice must demonstrate that the entire cross-section has been adequately worked.
4. Batch Size and Program Stability
Critical programs rarely follow predictable volumes.
Buyers consider:
- Prototype vs serial production
- Irregular repeat orders
- Long dormancy between batches
Some forging processes perform well at scale but struggle with consistency at low volumes. Buyers prefer processes that are stable under variability, not optimized only for throughput.
5. Material Grade and Metallurgical Sensitivity
Different materials behave very differently under deformation.
For example:
- Titanium and nickel alloys demand tighter process control
- High-alloy steels are sensitive to reduction ratio and heat treatment
- Exotic materials magnify process deviations
Buyers assess whether the chosen forging process is proven for the material, not just geometrically capable.
Evaluating Common Forging Processes from a Buyer’s Lens
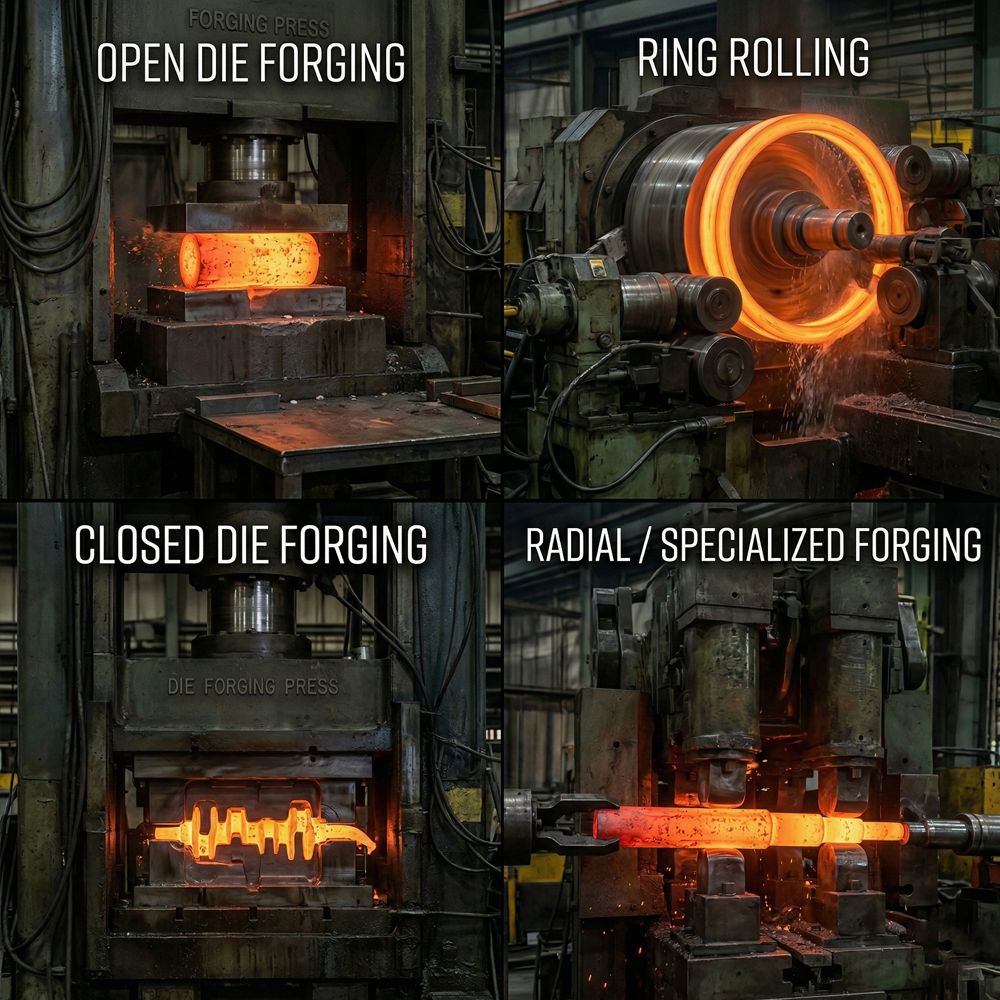
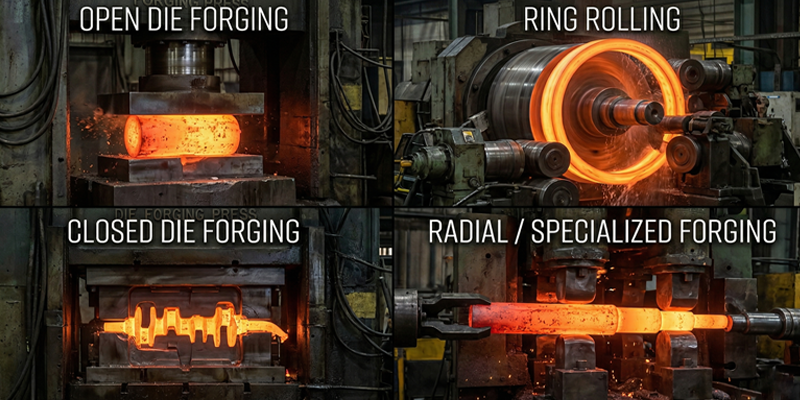
Open Die Forging
Where buyers prefer it:
- Large components
- Simple to moderately complex geometries
- High deformation requirements
- Custom, low-volume programs
Buyer confidence drivers:
- Progressive working
- Visible deformation logic
- Flexibility for thick sections
Buyer concerns:
- Operator dependency
- Dimensional variability if machining integration is weak
Closed Die Forging
Where buyers consider it:
- Medium-volume programs
- Complex external shapes
- Weight-sensitive applications
Buyer confidence drivers:
- Shape repeatability
- Controlled external geometry
Buyer concerns:
- Hidden internal deformation
- Risk of insufficient working in thick sections
- Tooling-driven compromises
Buyers often demand additional validation for fatigue-critical parts.
Ring Rolling
Where buyers strongly prefer it:
- Circular components
- Bearings, flanges, gear rings
- Fatigue and rotational loads
Buyer confidence drivers:
- Continuous circumferential grain flow
- Uniform wall thickness
- High material efficiency
Buyer concerns:
- Preform sizing discipline
- Reduction ratio control
- Ability to certify to international codes
Radial / Specialized Forging
Where buyers use it cautiously:
- Defence-specific geometries
- Load-path-sensitive components
Buyer confidence drivers:
- Directional deformation
- Controlled working
Buyer concerns:
- Process maturity
- Documentation depth
- Limited supplier base
Why Buyers Care More About the System Than the Process
No forging process exists in isolation.
Buyers evaluate:
- Heat treatment compatibility
- Inspection access and sensitivity
- Traceability continuity
- Machining integration
- Audit-readiness
A theoretically “right” process can still fail if:
- Special processes are weak
- Traceability breaks
- NCRs recur across batches
Process selection is validated only when the entire manufacturing system supports it.
Common Buyer Red Flags in Process Selection
Experienced buyers grow cautious when:
- Process choice is justified only by cost
- One process is used for dissimilar components
- Engineering rationale is undocumented
- Past failures are dismissed as “one-offs”
These signals indicate reactive manufacturing, not engineered reliability.
How Buyers Validate That the Right Process Was Chosen
Buyers and auditors look for:
- Engineering-led process selection rationale
- Documented forging routes
- Consistent mechanical properties across batches
- Inspection outcomes aligned with risk
- Clean audit histories
The question is never “Can this work?”
It is “Has this been proven to work — repeatedly?”
How Vinir Approaches Forging Process Selection
Vinir approaches process selection as a risk-engineering exercise, not a capacity decision.
Each critical component is evaluated based on:
- Load path and service conditions
- Geometry and section thickness
- Material behavior
- Volume profile
- Certification and audit requirements
Process choice is then supported by:
- Controlled forging execution
- Integrated forge-to-finish machining
- Validated heat treatment
- Comprehensive inspection
- Audit-ready documentation
This ensures components perform reliably, in service, in audits, and over time.
FAQ
Is the most expensive forging process always the safest?
No. The safest process is the one that best aligns with load, geometry, material, and system capability.
Can one forging process be used for all components?
Rarely. Buyers prefer suppliers who choose processes intentionally, not uniformly.
Do standards dictate which forging process to use?
Most standards are performance-based. Buyers expect suppliers to justify their process choices.
Why is forge-to-finish important in process selection?
Because machining, inspection, and documentation influence whether the process choice holds up under audit.